 化工機械設備網
化工機械設備網
公司動態
防爆設備的真空壓力浸漬法
閱讀:196 發布時間:2022-2-10在生產實踐中,對于防爆設備,人們常常采用真空壓力浸漬法[簡稱VPI(Vacu. um Pressure Impregnation)]來進行繞組的浸漬處理。這種浸漬法的工藝較為復雜,這里予以簡單的討論。
(1)真空壓力浸漬系統組成
通常情況下,真空壓力浸漬系統主要包括工件浸漬系統和工件烘干系統。
1)工件浸漬系統
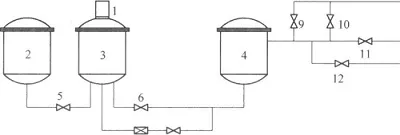
工件浸漬系統由以下主要單元組成:
①浸漆罐及附屬閥門
②儲漆罐(包括新漆儲罐)及附屬閥門
③真空機組和抽真空系統
④空氣壓縮機機組和加壓系統
⑤浸漬漆輸送系統
⑥余漆回收系統
⑦加熱系統
⑧液壓系統
⑨水循環系統
⑩泄壓、排放系統
?監控系統
?防爆安全保障系統
真空壓力浸漬系統有各種形式,各企業根據自己的實際情況可以設計適合自己的系統。
工件浸漬系統的工作原理是,在合適的工件溫度、絕緣漆黏度、浸漬時間、真空度和壓力的條件下,經過真空加壓機反復加壓這樣的一次性浸漬處理的工件,它的絕緣性能、導熱性能和耐候性能就可以得到很大的提高。
2)工件烘干系統
工件烘干系統主要是指工件烘干爐及附屬配套系統,主要由以下單元組成:
①烘干爐爐體。
②防爆型電加熱元件(加熱室)。
③熱風循環系統。
④廢氣排放系統。
⑤泄壓系統。
⑥工件運輸系統。
⑦監控系統。
⑧防爆安全保障系統。
工件烘干系統的工作原理是,新鮮空氣從烘干爐上部進入加熱室經過電阻加熱元件被加熱到所需溫度,然后,這樣的熱空氣氣流從烘干爐底部向上流動,經過被加熱工件完成熱交換后再流向烘干爐頂部,接著,氣流中的苯乙烯氣體(當采用無溶劑絕緣漆時)被排出烘干爐外,其余的氣體被回風機構再次導入加熱室進行二次加熱。如此循環完成工件烘干。
這里需要指出的是:
①注漆口應該設置在罐體(浸漆罐和儲漆罐)的下部,避免絕緣漆從罐體上部注入時產生靜電的麻煩;浸漆罐底部應該呈漏斗狀,以利于余漆的回流。
②烘干爐內應該設置導流板,保證爐內被電阻加熱元件加熱的熱空氣合理循環,使爐內各處的空氣溫差在空氣流動速度不小于0.5m/s的情況下不大于要求加熱溫度的2%。
(2)繞組浸漬工藝
通常,繞組的浸漬處理應該經過三個主要工序:工件預烘、絕緣浸漬和工件烘干。
1)工件預烘
工件預烘是指工件在絕緣浸漬前經過加熱預烘以去除內部可能存在的濕氣和揮發物。經過這樣的預烘后,絕緣漆就可以很好地滲透、填充到工件內部的任何縫隙。
工件預烘時的主要要求是預烘溫度和預烘時間要合適。
①預烘溫度按照絕緣材料的耐熱等級確定。在常壓情況下,預烘溫度通常取值為(T±10)℃(r為耐熱等級溫度);在真空情況下,預烘溫度通常取80—110℃。
②預烘時間是指預烘溫度達到規定值后持續烘干的時間。這個時間按照從預烘開始到工件絕緣電阻基本穩定為止的時間段(At)的1.25倍確定。
這里需要指出的是,預烘溫度應該逐漸慢慢地升高,直至要求的溫度值;升溫時間約為△t值。這樣可以充分地使工件內部的水分和揮發物散去。
這樣的預烘作業,可以在常壓的烘干爐中進行,也可以在抽真空的浸漆罐中進行。
2)絕緣浸漬
真空壓力浸漬過程如下:
①將經過預烘的繞組(線圈)放置在浸漆罐中(或在浸漆罐中進行預烘),對浸漆罐抽真空至0.01MPa,保持20~30min。
②從儲漆罐向浸漆罐輸送絕緣漆,漆面至工件以上至少100mm,然后,對浸漆罐加壓至0.3MPa,保持30min。
③泄壓至常壓,余漆回輸儲漆罐。
④在工件離開余漆后,瀝漆30~60min。
⑤取出工件送烘干爐中烘干。
3)工件烘干
通常,工件烘干分為兩個階段:
①第1階段是溶劑揮發階段。在這一階段,為使溶劑容易逸出揮發,因而烘干溫度應該控制在溶劑沸點以下。過高的溫度會使工件上漆的表面形成硬膜,阻止漆層里面的溶劑逸出,可能會在浸漬的繞組(線圈)表面和內部出現微孔或氣泡。
這一階段應該控制通風換氣量,保證烘干爐中的廢氣排出爐外;持續時間為2—3h。
②第2階段是漆基固化階段。在這一階段,為使工件上的漆形成堅硬的漆膜,烘干溫度應該調整到比預烘溫度高10K,且升溫速度約為20K/h。
這一階段的通風換氣量可以比第1階段的小一些;持續時間為8—10h。
在烘干結束、靜置一段時間后,人們應該檢查工件的絕緣電阻。當使用兆歐表檢查時,電阻值不應該小于100MΩ。